

IC智能卡失效機(jī)理研究
文章出處:http://www.nyfzw.net 作者:倪錦峰, 王家楫等 人氣: 發(fā)表時(shí)間:2011年10月08日
IC智能卡作為信息時(shí)代的新型高技術(shù)存儲(chǔ)產(chǎn)品,具有容量大、保密性強(qiáng)以及攜帶方便等優(yōu)點(diǎn),被廣泛應(yīng)用于社會(huì)生活的各個(gè)領(lǐng)域。通常所說(shuō)的IC卡,是把含有非揮發(fā)存儲(chǔ)單元NVM或集成有微控制器MCU等的IC芯片嵌裝于塑料基片而成,主要包括塑料基片(有或沒(méi)有磁條)、接觸面、IC芯片3個(gè)部分。傳統(tǒng)的IC卡制作工序?yàn)?對(duì)測(cè)試、信息寫(xiě)入后的硅晶圓片進(jìn)行減薄、劃片,分離成小芯片,再經(jīng)裝片、引線鍵合、包封等工序制成IC卡模塊,最后嵌入IC卡塑料基板。
隨著IC產(chǎn)品制造工藝的提高以及高性能LSI的涌現(xiàn),IC智能卡不斷向功能多樣化、智能化的方向發(fā)展,以滿足人們對(duì)方便、迅捷的追求。然而使用過(guò)程中出現(xiàn)的密碼校驗(yàn)錯(cuò)誤、數(shù)據(jù)丟失、數(shù)據(jù)寫(xiě)入出錯(cuò)、亂碼、全“0”全“F”等諸多失效問(wèn)題,嚴(yán)重影響了IC卡的廣泛應(yīng)用。因此,有必要結(jié)合IC卡的制作工藝及使用環(huán)境對(duì)失效的IC卡進(jìn)行分析,深入研究其失效模式及失效機(jī)理,探索引起失效的根本原因,以便采取相應(yīng)的措施,改進(jìn)IC卡的質(zhì)量和性能1。
由IC卡失效樣品的分析實(shí)例發(fā)現(xiàn),芯片碎裂、內(nèi)連引線脫落(脫焊、虛焊等)、芯片電路擊穿等現(xiàn)象是引起IC卡失效的主要原因,本文著重對(duì)IC卡芯片碎裂、鍵合失效模式及機(jī)理進(jìn)行研究和討論,并簡(jiǎn)略介紹其他失效模式。
1 芯片碎裂引起的失效
由于IC卡使用薄/超薄芯片,芯片碎裂是導(dǎo)致其失效的主要原因,約占失效總數(shù)的一半以上,主要表現(xiàn)為IC卡數(shù)據(jù)寫(xiě)入錯(cuò)、亂碼、全“0”全“F”。
對(duì)不同公司提供的1739張失效IC卡進(jìn)行電學(xué)測(cè)試,選取其中失效模式為全“0”全“F”的100個(gè)樣品進(jìn)行IC卡的正、背面腐蝕開(kāi)封,光學(xué)顯微鏡(OM)觀察發(fā)現(xiàn)裂紋形狀多為“十”字、“T”字型,亦有部分為貫穿芯片的單條裂紋,并在頂針作用點(diǎn)處略有彎折,如圖1。碎裂芯片中的裂紋50%以上,位于芯片中央附近并垂直于邊緣;其余芯片的裂紋靠近芯片邊緣或集中于芯片。

圖1 芯片背面碎裂的OM照片
芯片碎裂歸根結(jié)底是由應(yīng)力造成的,當(dāng)外應(yīng)力超出芯片碎裂強(qiáng)度時(shí),芯片就會(huì)發(fā)生脆性碎裂2。制造工藝中減薄、上芯、壓焊、塑封是引起芯片碎裂隱患的主要工序,這些工序易造成芯片表面的微裂紋或損傷,外加應(yīng)力時(shí)出現(xiàn)應(yīng)力集中現(xiàn)象,特別是垂直表面裂紋的張應(yīng)力,多集中于裂紋的尖端。當(dāng)應(yīng)力超過(guò)芯片的應(yīng)力強(qiáng)度因子時(shí),微裂紋就會(huì)失去穩(wěn)定并發(fā)生擴(kuò)展,從而大大降低了芯片的強(qiáng)度。
下面根據(jù)芯片碎裂物理機(jī)理,結(jié)合IC卡制作工藝(包括硅片的后道工序、模塊條帶制作、IC卡成型工藝),對(duì)導(dǎo)致IC卡薄芯片碎裂的根本原因進(jìn)行深入分析。

圖2 芯片背面研磨損傷的OM照片
1.1 硅片減薄
標(biāo)準(zhǔn)的硅片背面減薄工藝包括貼片、磨片(粗磨、細(xì)磨)、腐蝕三道工序。常用的機(jī)械磨削法不可避免地會(huì)造成硅片表面和亞表面的損傷(圖2),表面損傷分為3層:有微裂紋分布的非晶層;較深的晶格位錯(cuò)層;彈性變形層。粗磨、細(xì)磨后,硅片背面仍留有深度為15~20μm、存在微損傷及微裂紋的薄層,極大影響了硅片的強(qiáng)度。因此,需要用腐蝕法來(lái)去除硅片背面殘留的晶格損傷層,避免硅片因殘余應(yīng)力而發(fā)生碎裂。實(shí)驗(yàn)發(fā)現(xiàn)原始厚度為725μm的硅片,經(jīng)磨片后,腐蝕深度約為25μm時(shí)可得到最大的強(qiáng)度值3;同時(shí),分析表明,芯片在鍵合與測(cè)試時(shí)發(fā)生碎裂,往往是由于磨片時(shí)造成的損傷在隨后的腐蝕或化學(xué)機(jī)械拋光中沒(méi)有被完全去除而引起的。
由Giffith微裂紋擴(kuò)展理論4可知,長(zhǎng)度為a的一維裂紋的擴(kuò)展判據(jù)為σ2≥2Eγsπa,若腐蝕后芯片背面殘留裂紋長(zhǎng)為c,并將楊氏模量E=106。9GPa,表面能γs=3。1J/m2等參數(shù)代入,可得到平面應(yīng)力狀態(tài)常載荷條件下芯片碎裂的臨界強(qiáng)度為σ=0。46/c(GPa),圖3(a)給出了σ與芯片背面殘留裂紋長(zhǎng)度的對(duì)應(yīng)關(guān)系。
對(duì)于碎裂面垂直于芯片表面,深a、長(zhǎng)2b的二維半橢圓型裂紋而言,則滿足Ccr=[(Φ2KIC2)/(1。2πσIC2)][2],其中Ccr=(acrbcr)1/2,acr為臨界裂紋深度,bcr為臨界裂紋半長(zhǎng);裂紋幾何因子Φ=(1。2π)1/2/Y。設(shè)裂紋長(zhǎng)為2b,深度恒定為1μm,代入斷裂韌度KIC=0。82MPa,Y=1。42得,平面應(yīng)力狀態(tài)常載荷條件下碎裂的臨界強(qiáng)度σ=0。58/4b(GPa),σ與芯片背面殘留裂紋長(zhǎng)度、深度的對(duì)應(yīng)關(guān)系如圖3(b)。可見(jiàn),芯片碎裂臨界強(qiáng)度隨著微裂紋長(zhǎng)度的增大而急劇降低,當(dāng)裂紋大于1μm時(shí),下降趨勢(shì)逐漸平緩,并趨于穩(wěn)定小值。
磨片過(guò)程不僅會(huì)造成硅片背面的微裂紋,且表面的殘余應(yīng)力還會(huì)引起硅片翹曲。硅片的背面減薄工芯對(duì)芯片碎裂有著直接的影響,因此需要開(kāi)發(fā)新技術(shù),實(shí)現(xiàn)背面減薄工藝集成,以提高硅片減薄的效率,減少芯片的碎裂。
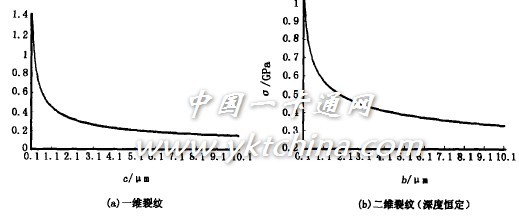
圖3 碎裂臨界強(qiáng)度與長(zhǎng)度對(duì)應(yīng)關(guān)系圖
1.2 劃片工藝
減薄后的硅片被送進(jìn)劃片機(jī)進(jìn)行劃片,劃片槽的斷面往往比較粗糙,通常存在少量微裂紋和凹坑;有些地方甚至存在劃片未劃到底的情況,取片時(shí)就要靠頂針的頂力作用使芯片“被迫”分離,斷口呈不規(guī)則狀,如圖4為多個(gè)樣品的疊加圖。實(shí)驗(yàn)表明,劃片引起芯片邊緣的損傷同樣會(huì)嚴(yán)重影響芯片的碎裂強(qiáng)度。例如:斷口存在微裂紋或凹槽的芯片,在后續(xù)的引線鍵合工藝的瞬時(shí)沖擊下或者包封后熱處理過(guò)程中由于熱膨脹系數(shù)(CTE)的不匹配產(chǎn)生的應(yīng)力使微裂紋擴(kuò)展而發(fā)生碎裂。
圖4 IC卡芯片劃片槽斷口(多圖疊加)
為減少劃片工藝對(duì)芯片的損傷,目前已有新的劃片技術(shù)相繼問(wèn)世:先劃片后減薄(dicingbeforegrinding,DBG)法和減薄劃片法(dicingbythinning,DBT)5,即在硅片背面減薄之前,先用磨削或腐蝕方式在正面切割出切口,實(shí)現(xiàn)減薄后芯片的自動(dòng)分離。這兩種方法可以很好地避免/減少因減薄引起的硅片翹曲以及劃片引起的芯片邊緣損傷。此外,采用非機(jī)械接觸加工的激光劃片技術(shù)也可避免機(jī)械劃片所產(chǎn)生的微裂痕、碎片等現(xiàn)象,大大地提高成品率。
1.3 模塊工藝
模塊工藝包括裝片、包封等工序)的裝片過(guò)程中,裝片機(jī)頂針從貼片膜上頂起芯片,由真空吸頭吸起芯片,將其粘結(jié)到芯片卡的引線框上。若裝片機(jī)工藝參數(shù)調(diào)整不當(dāng),亦會(huì)造成芯片背面損傷,嚴(yán)重影響芯片強(qiáng)度:如頂針頂力不均或過(guò)大,導(dǎo)致頂針刺穿藍(lán)膜而直接作用于芯片,在芯片背面留有圓型損傷坑;或頂針在芯片背面有一定量的平等滑移過(guò)程,留下較大面積的劃痕,此現(xiàn)象在碎裂芯片中占了相當(dāng)比例。
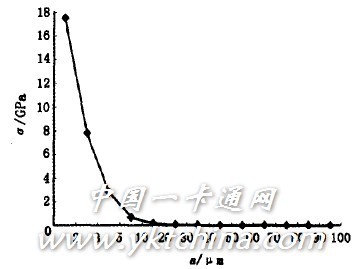
圖5 頂針作用過(guò)程芯片張力分量極大值與接觸半徑關(guān)系
Fig頂針作用可等效為Vicker壓痕器4壓載過(guò)程,將對(duì)芯片表面造成局部損傷。現(xiàn)將頂針對(duì)芯片背面的觸碰過(guò)程(暫不考慮頂針的滑移)簡(jiǎn)化為球?qū)ΨQ平面垂直加載的理想情況,則兩者接觸圓半徑a隨垂直載荷P的變化為a=34PR(1-v2)/E+(1-v′2)/E′1/3=αP1/3,式中R是頂針端部半徑,E,v和E′,v′分別為芯片、頂針端部的楊氏模量和泊松比。在接觸圓的邊緣,芯片的張應(yīng)力分量達(dá)到極大值σm=12(1-2v)P0,其中P0=P/πα2是端部所受的垂直應(yīng)力,σm為作用在徑向方向并且與材料表面平等的應(yīng)力。由于頂針尖端半徑較小,取硅材料v=0。28,在1N頂力作用下,得到芯片張力分量極大值與接觸半徑的對(duì)應(yīng)關(guān)系如圖5。可見(jiàn),初始情況下,接觸半徑很小,芯片張力分量初始值可達(dá)到GPa量級(jí),與前面計(jì)算結(jié)果比較可知,頂針過(guò)程是芯片碎裂的一個(gè)主要誘因。
在特定接觸半徑下,芯片表面接觸圓外的張應(yīng)力與離接觸中心的徑向距離間滿足σr=σm(a/r)2,隨離接觸中心的徑向距離r的增大σr下降。因此,在離頂針作用點(diǎn)一定范圍內(nèi),芯片表面仍存在張應(yīng)力表面層,為裂紋產(chǎn)生及擴(kuò)展提供了非常有利的條件。
此外,伴隨壓痕作用,芯片常發(fā)生破片現(xiàn)象,即在壓痕的周圍有部分材料呈碎屑狀。頂針作用時(shí),在壓痕表面下的形變帶會(huì)有橫向裂紋的產(chǎn)生,壓痕作用消失后,橫向裂紋會(huì)發(fā)生增殖直至樣品表面,導(dǎo)致破片的產(chǎn)生。一般情況下,壓力越大,破片現(xiàn)象越嚴(yán)重。
當(dāng)頂針作用在芯片背面的滑移過(guò)程時(shí),頂針端部受到垂直載荷成比例的摩擦阻力作用,使得接觸圓的張應(yīng)力隨之增高。同時(shí)頂針滑過(guò)芯片,會(huì)在其背面留下條帶狀劃痕,有可能產(chǎn)生細(xì)微碎屑,楔入硅襯底材料形成微裂紋,極大地影響了芯片的強(qiáng)度。
對(duì)開(kāi)封后的IC卡芯片背面進(jìn)行OM觀察,發(fā)現(xiàn)約大部分碎裂芯片的裂紋處或其附近都存在頂針劃痕,多為直線帶有彎鉤的形狀,且裂紋在劃痕處均有不同程度的彎折。劃痕尺寸較大,一般長(zhǎng)數(shù)十μm,寬大于10μm,且有一定深度,約為幾μm(圖6為20個(gè)樣品劃痕形狀、大小統(tǒng)計(jì)數(shù)據(jù)所得示意圖)。
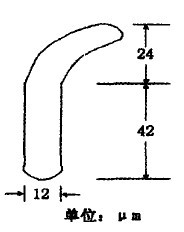
圖6 頂針劃痕示意圖
1.4 成型工藝
IC卡成型工藝中,由于制作工藝因素,模塊厚度、卡基凹槽幾何形狀間存在一定差異,不能完全匹配,從而會(huì)引發(fā)較在成倍應(yīng)力,加上使用過(guò)程中的不同材料的熱脹冷縮或者外力扭曲,也容易引起芯片碎裂。
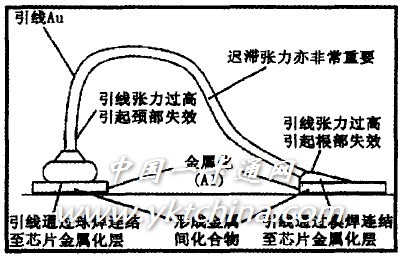
圖7 鍵合引線工藝中的失效機(jī)理
2 鍵合相關(guān)失效
IC卡組裝工藝中,因鍵合引起的失效也是影響IC卡質(zhì)量和可靠性的重要因素之一。鍵合失效主要表現(xiàn)為IC卡電學(xué)特征上的不連續(xù),如開(kāi)路同時(shí)伴有短路、漏電等現(xiàn)象,或出現(xiàn)“輸入高”或者“輸入低”的失效。圖7給出了與鍵合相關(guān)的諸多失效機(jī)理6。
焊盤/引線界面需有合金化過(guò)程以形成良好的接觸,但過(guò)渡的合金化會(huì)導(dǎo)致金屬中間化合物(IMC)的形成,引起鍵合失效。鍵合引線的張力也是引起鍵合失效的重要參數(shù)之一,張力過(guò)小,會(huì)導(dǎo)致引線過(guò)于松軟,與其他引線形成短路;引線張力過(guò)大則通常會(huì)引起鍵合處的斷裂或開(kāi)裂,如圖8(a,b)為鍵合失效樣品的芯片的正面照片。

圖8 鍵合相關(guān)失效
水汽的侵蝕會(huì)引發(fā)電解效應(yīng),很大程度上加速金屬電遷移。焊盤基底諸如C等雜質(zhì)沾污則會(huì)導(dǎo)致空洞的產(chǎn)生,引起焊盤隆起。圖8(c)所示為具有不連續(xù)電學(xué)特征的失效樣品。SEM,EDX(圖9)分析證明連結(jié)部位存在爆裂現(xiàn)象,且焊盤中有氯的存在。
3 注塑成型相關(guān)失效
與其他塑封IC產(chǎn)品一樣,注塑成型時(shí)的沖絲、包封材料空洞等現(xiàn)象也會(huì)引起IC卡的失效問(wèn)題6。環(huán)氧塑封料在注塑成型時(shí)呈熔融狀態(tài),是有粘度的運(yùn)動(dòng)流體,因此具有一定的沖力,沖力作用在金絲上,使金絲產(chǎn)生偏移,極端情況下金絲被沖斷,這就是所謂的沖絲。
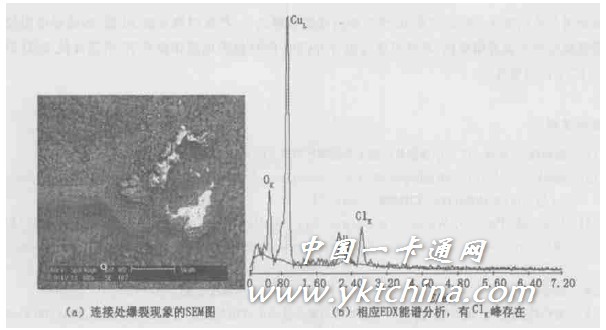
圖9 連結(jié)處的爆裂現(xiàn)象,EDX能譜顯示了Cl的存在
假設(shè)熔融塑封料為理想流體,不考慮塑封體厚度,則塑封料流動(dòng)對(duì)金絲的沖力大小可表示為F=Kfηυsinθ,其中F為單位面積的沖力,Kf為常數(shù),η為熔融塑封料的粘度,υ為流動(dòng)速度,θ為流動(dòng)方向與金絲的夾角。由公式可知,塑封料粘度越大,流速越快,θ角度越大,產(chǎn)生的沖力就越大,沖絲程度也越嚴(yán)重,會(huì)引起短路或者引線連結(jié)處脫落,導(dǎo)致IC卡失效。
此外,注塑過(guò)程中留下的氣泡、小孔以及麻點(diǎn)(表面多孔)在后續(xù)工藝后會(huì)擴(kuò)散、增大,易造成潮氣以及其他有害雜質(zhì)的侵入,加速IMC的形成,引起焊盤腐蝕。
4 靜電放電引起的失效
靜電放電(ESD)是直接接觸或靜電場(chǎng)感應(yīng)引起的兩個(gè)不同靜電勢(shì)的物體之間靜電荷的傳輸,常使芯片電路發(fā)生來(lái)流熔化、電荷注入、氧化層損傷和薄膜燒毀等諸多失效。
IC卡產(chǎn)呂由于封裝形式和使用環(huán)境的特殊性,芯片的工作條件較差,更易受到ESD的損傷。IC卡中的E2PROM存儲(chǔ)著重要的信息,若因ESD而引起數(shù)據(jù)出錯(cuò)、丟失等,必將造成巨大的損失。所以IC卡芯片對(duì)ESD有較高的要求,一般大于4kV。
防護(hù)ESD的一種有效方法,即設(shè)計(jì)特定的保護(hù)電路。圖10即為一種基于CMOS工藝的IC卡芯片ESD保護(hù)電路7。該結(jié)構(gòu)包括兩個(gè)部分:主保護(hù)電路和箝拉電路。在ESD發(fā)生時(shí),箝拉電路首先導(dǎo)通,使輸入端柵上的電壓箝拉在低于柵擊穿的電壓。中間的串聯(lián)電阻起限流作用,更重要的是使PAD上的電壓能觸發(fā)主保護(hù)電路的開(kāi)啟,使ESD能量通過(guò)主保護(hù)電路得到釋放。
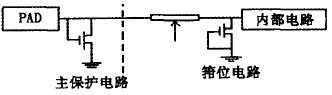
圖10 一種ESD保護(hù)結(jié)構(gòu)線路圖
此外,通過(guò)改善生產(chǎn)工藝、控制使用環(huán)境等也能有效減少ESD的發(fā)生。傳統(tǒng)的IC卡采用引線鍵合條帶技術(shù),芯片碎裂是其最主要的失效機(jī)理。通過(guò)改進(jìn)研磨、劃片等工藝技術(shù),提高組裝(特別是裝片時(shí)的頂針過(guò)程)、鍵合、模塊鑲嵌等工藝質(zhì)量,可大大降低芯片碎裂率,提高IC卡的成品率和可靠性。
此外,與引線鍵合、注模相關(guān)的失效,如虛焊、脫焊、引線過(guò)松、過(guò)緊、沖絲或由于外界潮氣的侵入和電學(xué)因素的共同作用而形成IMC等都將降低IC卡的可靠性,引起IC卡失效,可通過(guò)改進(jìn)相應(yīng)的工藝技術(shù)來(lái)減少此類失效的發(fā)生。ESD亦是IC卡失效的重要機(jī)理之一,嚴(yán)重時(shí)將導(dǎo)致Al線/多晶硅電阻燒穿、晶體管柵氧化層損壞或者結(jié)損傷,對(duì)此可通過(guò)設(shè)計(jì)專門的ESD保護(hù)電路徠提升IC卡芯片抗ESD的能力,以提升IC卡的可靠性。








